Vues : 0 Auteur : Éditeur du site Heure de publication : 2026-03-26 Origine : Site











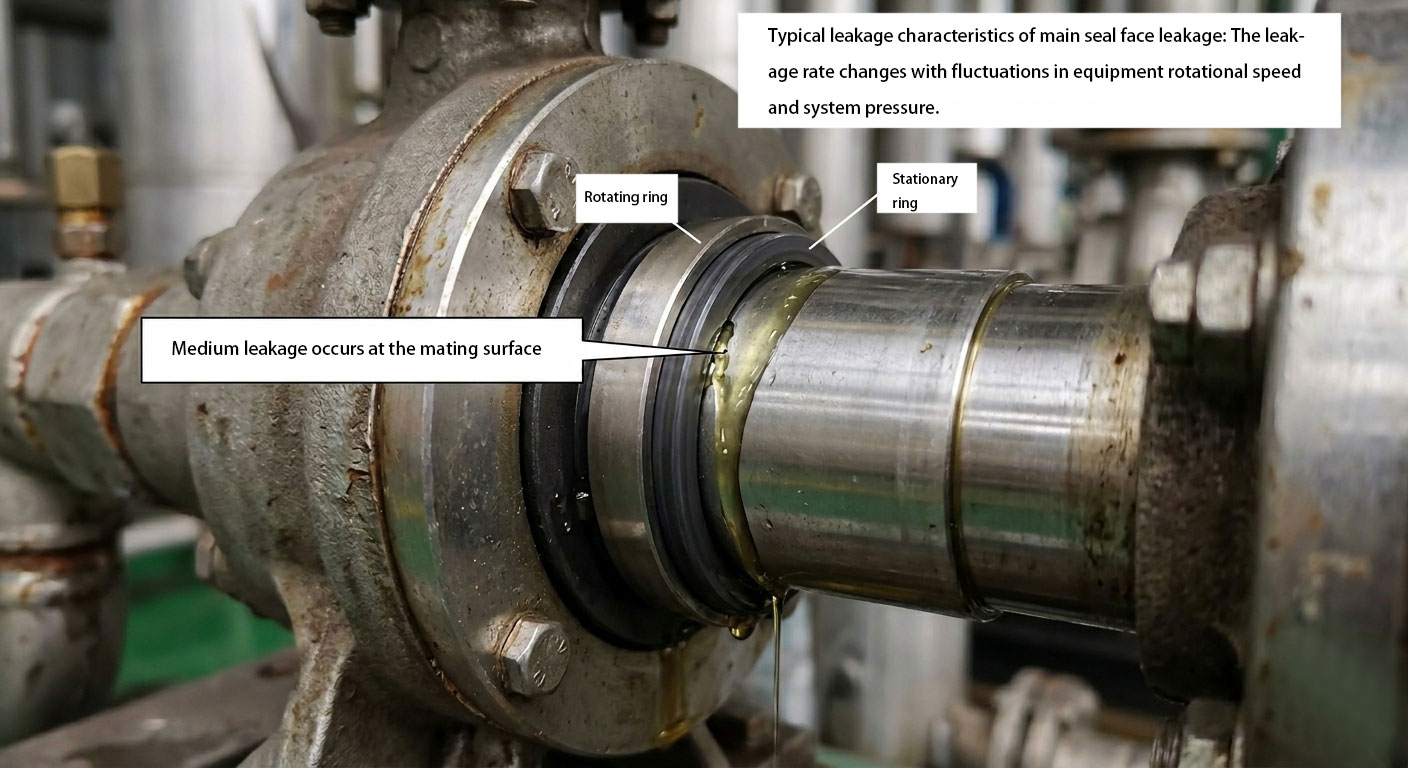
Les garnitures mécaniques appartiennent aux joints dynamiques axiaux à face d'extrémité et leur système d'étanchéité est une structure d'étanchéité collaborative multipoint, et non une seule surface d'étanchéité agissant indépendamment. Combinée aux caractéristiques de la structure du joint, à la probabilité de fuite sur site et à la logique d'élimination des défauts, la fuite des garnitures mécaniques est divisée en trois parties principales : fuite de la face du joint primaire, fuite du point d'étanchéité secondaire et fuite du joint de presse-étoupe et de fixation . Parmi elles, les fuites au niveau de la face du joint primaire sont le type le plus fréquent et le point de fuite du noyau qui est facilement mal évalué sur site.
Caractéristiques typiques des fuites : Le taux de fuite change en fonction de la fluctuation de la vitesse de l'équipement et de la pression du système. Le phénomène de fuite est plus évident pendant la phase de démarrage de l'équipement et peut s'atténuer légèrement après un certain temps de fonctionnement dans certaines conditions de travail, ou des gouttes continues et des fuites de jet peuvent se produire. Le fluide s'écoule vers l'extérieur le long du manchon d'arbre et la trace de fuite de fluide sur la surface de montage des bagues rotatives et fixes peut être observée intuitivement.
|
Résumé des causes principales
|
Explication détaillée
|
|
Sceller l'usure du visage et les rayures
|
Les particules solides en fonctionnement continu à moyen ou long terme provoquent une usure, des rayures et des espaces sur la face du joint, conduisant à une défaillance complète de l'étanchéité de la face d'extrémité et à l'incapacité de former une paire de joints fermée.
|
|
Ablation par friction sèche sur la face d'extrémité
|
Le fonctionnement à sec de l'équipement ou le fait de ne pas mettre le système de rinçage et de refroidissement en service normal entraîne l'incapacité de former un film lubrifiant stable sur la face du joint. Le frottement sec continu provoque une déformation thermique et une ablation par carbonisation de la face d'extrémité, endommageant la planéité de la face du joint.
|
|
Déséquilibre de pression spécifique à la face d'extrémité
|
Une compression excessive ou insuffisante des éléments élastiques, ou une rupture de blocage des ressorts/soufflets, entraîne une pression de montage anormale des faces d'extrémité des bagues rotatives et fixes, l'impossibilité d'atteindre la pression spécifique du joint standard et une perte de capacité d'étanchéité efficace.
|
|
Cristallisation et adhérence des faces de scellement
|
Cristallisation et adhésion de milieux facilement cristallisables et très visqueux sur la face du joint après l'arrêt de l'équipement. Une force externe déchire violemment la face du joint lors du redémarrage de l'équipement, endommageant directement l'intégrité de la face du joint et provoquant des fuites.
|
|
Étape d'inspection de base
|
Spécifications de fonctionnement détaillées
|
|
Localisation et traçage des sources de fuite
|
Une fois l'équipement arrêté et dépressurisé et le site nettoyé, éliminez les taches de milieu à l'extérieur du joint, tracez les traces de fuite une par une et confirmez clairement que la source de fuite est la surface de contact appropriée des anneaux rotatifs et fixes.
|
|
Vérification des conditions de travail anormales
|
Récupérez et vérifiez le journal de fonctionnement de l'équipement et les enregistrements des conditions de travail sur site, et vérifiez diverses conditions de fonctionnement anormales telles que le fonctionnement à sec, l'arrêt du système de rinçage et la présence de particules solides dans le milieu.
|
|
Inspection visuelle de la face du joint
|
Démontez de manière standard le presse-étoupe, interdisez strictement de forcer les composants de l'anneau rotatif et stationnaire et inspectez visuellement la face du joint pour détecter les rayures, le noircissement dû à l'ablation, les espaces et autres défauts organiques.
|
|
Détection d’éléments élastiques et de compression
|
Testez manuellement les performances de réinitialisation des éléments élastiques tels que les ressorts et les soufflets, vérifiez les paramètres de compression du joint un par un et confirmez s'ils répondent à la plage standard de conception.
|
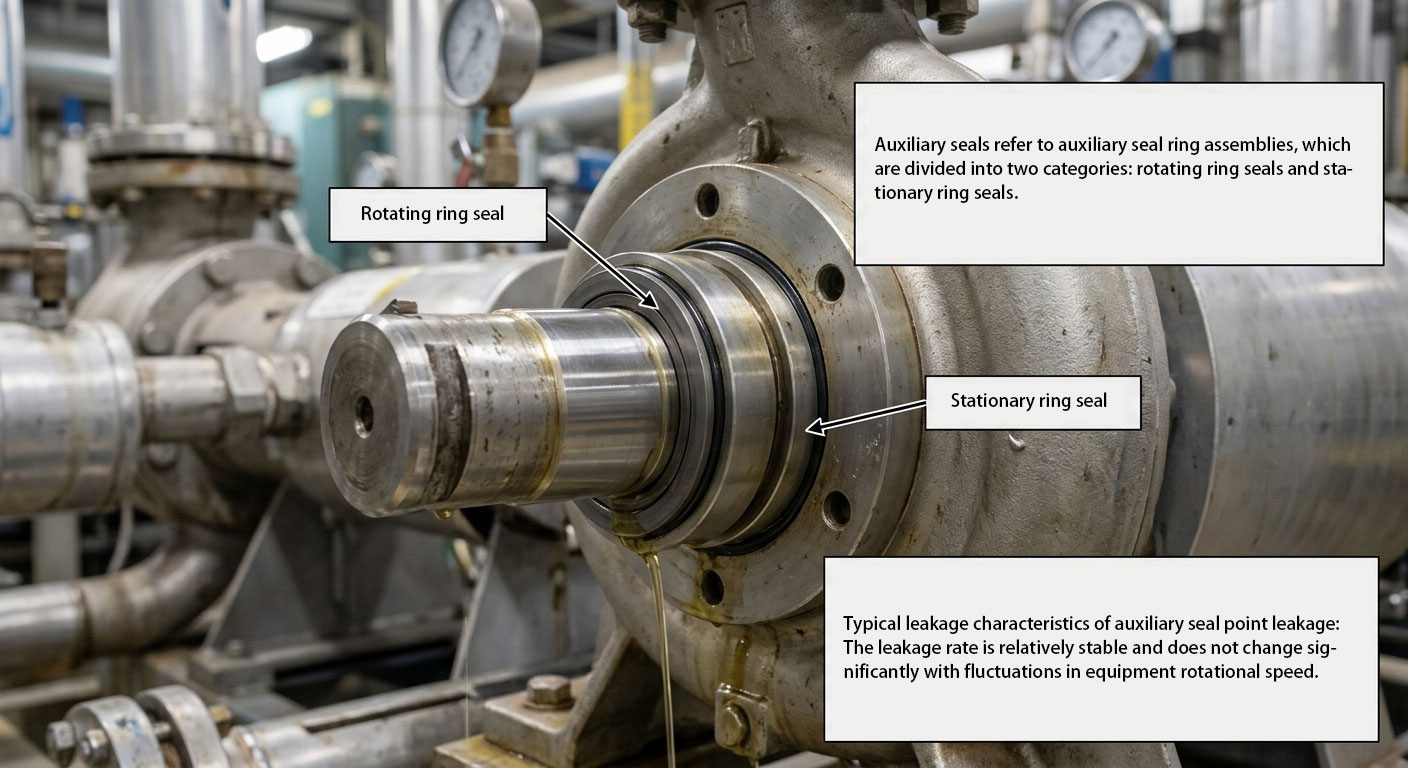
Caractéristiques typiques de fuite : Le taux de fuite est relativement stable et ne change pas de manière significative avec la fluctuation de la vitesse de l'équipement. Le fluide s'échappe de la face intérieure du presse-étoupe et du pied du manchon d'arbre, et non de la surface de montage des bagues rotatives et fixes. Il s’agit principalement d’une infiltration lente sans fuite de jet. Après un fonctionnement prolongé, des traces de séchage moyen et de corrosion subsisteront sur la bague d'étanchéité.
|
Résumé des causes principales
|
Explication détaillée
|
|
Compatibilité matérielle insuffisante
|
Le matériau de la bague d'étanchéité est incompatible avec le fluide transporté et la température de travail. Après un fonctionnement à long terme, des problèmes tels que le gonflement, le durcissement, la fragilité et le vieillissement par corrosion surviennent, perdant directement les performances d'étanchéité.
|
|
Dommages liés au fonctionnement de l'installation
|
Extrusion forcée et rayure du corps de la bague d'étanchéité lors de l'installation, ou distorsion et désalignement de la bague d'étanchéité, qui n'est pas entièrement intégrée dans la rainure d'étanchéité correspondante, formant un espace de fuite.
|
|
Échec du vieillissement en retard
|
La bague d'étanchéité fonctionne au-delà de sa durée de vie. Les conditions de travail élevées et corrosives accélèrent l'atténuation des performances du matériau, perdant ainsi l'élasticité et l'étanchéité à l'air nécessaires à l'étanchéité.
|
|
Propreté insuffisante de la rainure du joint
|
Une cristallisation moyenne, de la rouille et des impuretés solides restent dans la rainure du joint, ce qui entraîne l'incapacité de la bague d'étanchéité à s'adapter étroitement à la surface de la rainure et des espaces locaux provoquant une infiltration lente.
|
|
Étape d'inspection de base
|
Spécifications de fonctionnement détaillées
|
|
Distinction et jugement des points de fuite
|
Localisez la position de fuite spécifique, distinguez les caractéristiques de fuite du côté intérieur du presse-étoupe et de la racine du manchon d'arbre et excluez complètement la possibilité de fuite sur la face du joint primaire.
|
|
Inspection visuelle des bagues d'étanchéité
|
Inspectez visuellement l'apparence générale de la bague d'étanchéité exposée et recherchez les signes de défaillance évidents tels que fissures, déformation, gonflement, fragilité et corrosion.
|
|
Nettoyage et vérification des rainures de joint
|
Nettoyez soigneusement les impuretés résiduelles dans la rainure du joint, vérifiez la planéité et la propreté de la surface de la rainure et confirmez que la bague d'étanchéité est installée à plat sans distorsion ni désalignement.
|
|
Vérification de la compatibilité des matériaux et des modèles
|
Vérifiez les paramètres du matériau et du modèle de la bague d'étanchéité, confirmez qu'elle est compatible avec les caractéristiques actuelles du fluide et la température de fonctionnement, et excluez le problème d'une mauvaise sélection de matériau.
|
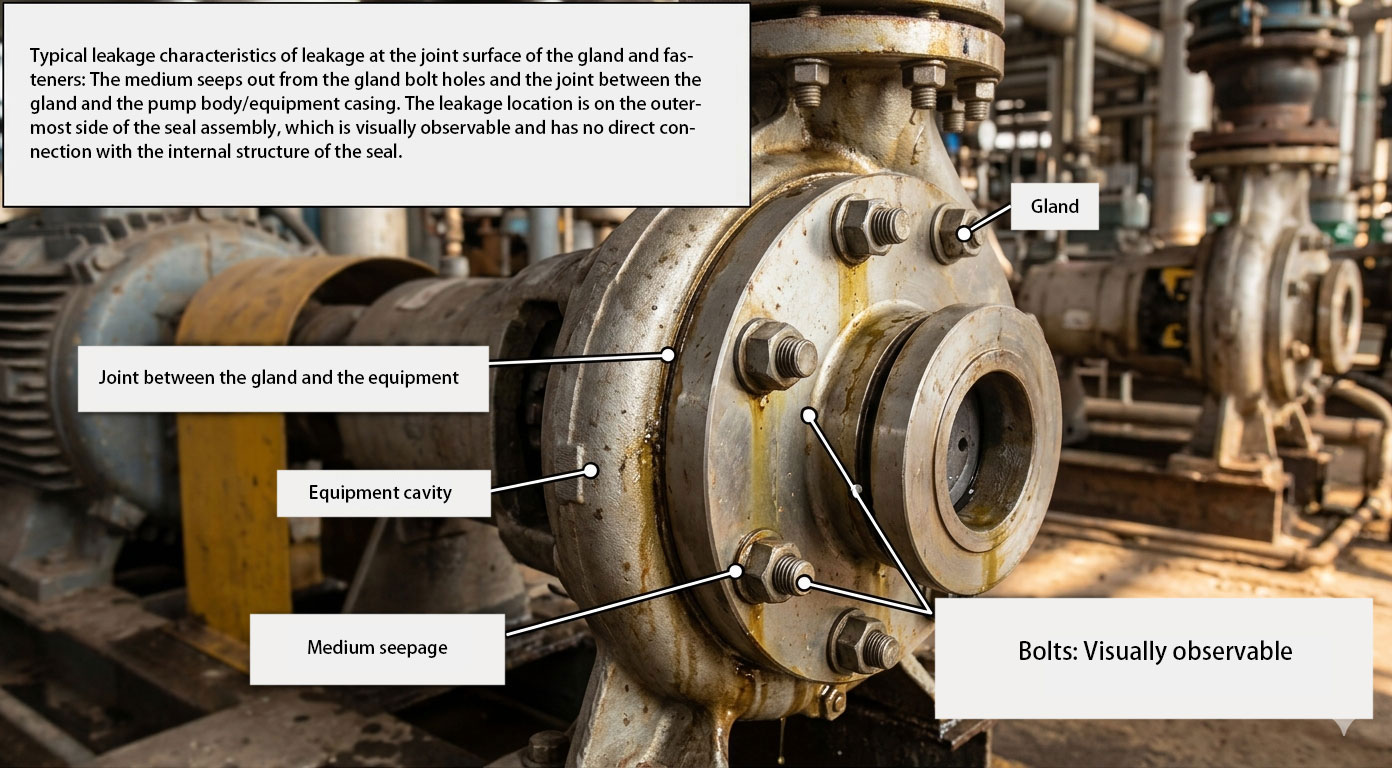
Caractéristiques de fuite typiques : Le fluide s'échappe des trous de boulons du presse-étoupe et du joint entre le presse-étoupe et le corps de la pompe/la coque de l'équipement. La position de fuite est située sur le côté le plus extérieur de l’ensemble d’étanchéité, qui est intuitivement visible et n’a aucun lien direct avec la structure interne du joint.
|
Résumé des causes principales
|
Explication détaillée
|
|
Échec de la fixation des boulons
|
Les boulons du presse-étoupe ne sont pas serrés uniformément en diagonale, ou les boulons se desserrent en raison des vibrations à long terme de l'équipement, ce qui entraîne un espace excessif au niveau du joint du presse-étoupe et provoque une fuite de fluide.
|
|
Défauts du joint d’étanchéité
|
Le joint d'étanchéité du presse-étoupe est vieilli, endommagé, mal aligné ou le choix du matériau du joint ne répond pas aux conditions de travail sur site, ne jouant pas le rôle d'étanchéité du joint.
|
|
Déformation du corps de la glande
|
Une installation forcée en violation des réglementations ou un impact externe provoque une déformation du corps du presse-étoupe, entraînant un ajustement insuffisant entre le presse-étoupe et la surface de joint de l'équipement et formant un espace de fuite permanent.
|
|
Étape d'inspection de base
|
Spécifications de fonctionnement détaillées
|
|
Observation des points de fuite externes
|
Observez visuellement le point de fuite et confirmez que la position de la fuite se trouve sur le côté extérieur du presse-étoupe, au niveau du boulon ou au niveau du joint entre le presse-étoupe et la coque de l'équipement.
|
|
Inspection des fixations des boulons de presse-étoupe
|
Vérifiez l'état de fixation des boulons du presse-étoupe un par un, serrez-les uniformément en utilisant le processus de fixation en diagonale et interdisez strictement le serrage forcé d'un seul boulon pour éviter que le presse-étoupe ne soit déformé par la force.
|
|
Vérification de l'intégrité du joint d'étanchéité
|
Vérifiez minutieusement l'intégrité du joint d'étanchéité du presse-étoupe, confirmez que le joint n'est pas endommagé ou exposé et que le matériau et le modèle sont compatibles avec les conditions de travail actuelles.
|
Arrêt sécurisé : coupez l'alimentation électrique de l'équipement, complétez la dépressurisation du système et la vidange du support, et faites du bon travail en matière de protection personnelle et de contrôle de sécurité sur site ;
Traçage des traces : nettoyez les taches sur place, localisez la source de fuite le long de la trace de fuite moyenne et divisez les pièces de fuite correspondantes ;
Inspection hiérarchique : dans l'ordre de l'extérieur vers l'intérieur, vérifiez d'abord la surface du joint du presse-étoupe et de la fixation, puis vérifiez les points d'étanchéité secondaires, puis détectez la face du joint primaire ;
Élimination standardisée : procéder à une élimination spéciale de remplacement pour les défauts mineurs (desserrage des boulons, vieillissement des joints, défaillance de la bague d'étanchéité) ; si la paire de joints primaires est sérieusement endommagée, contactez le personnel professionnel et technique pour remplacer l'ensemble de joints correspondant.