Vistas: 0 Autor: Editor del sitio Hora de publicación: 2026-03-26 Origen: Sitio











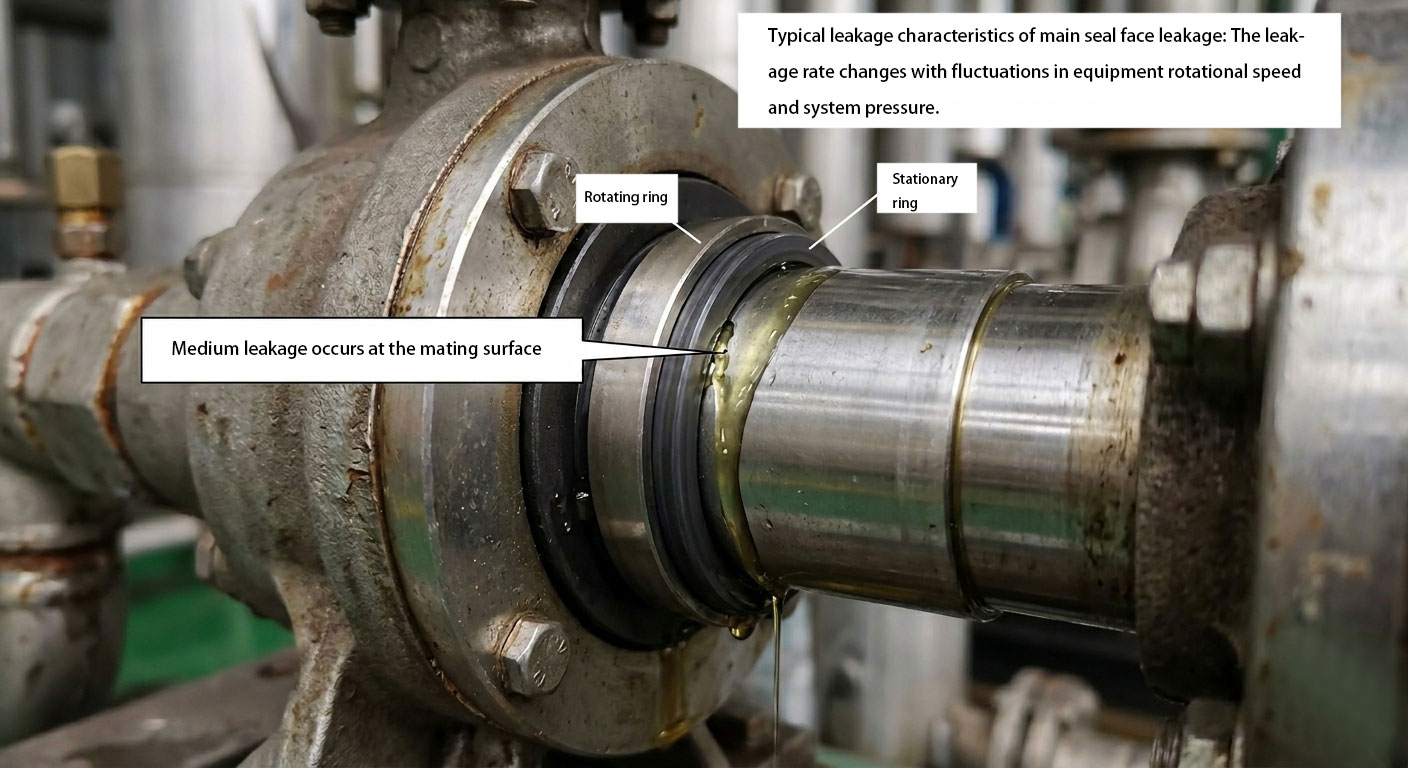
Los sellos mecánicos pertenecen a sellos dinámicos de extremo axial y su sistema de sellado es una estructura de sellado colaborativa de múltiples puntos, no una única superficie de sellado que actúa de forma independiente. Combinadas con las características de la estructura del sello, la probabilidad de fugas en el sitio y la lógica de eliminación de fallas, las fugas de los sellos mecánicos se dividen en tres partes principales: fugas en la cara del sello primario, fugas en el punto de sellado secundario y fugas en las juntas del prensaestopas y sujetadores . Entre ellos, la fuga en la cara del sello primario es el tipo más frecuente y el punto de fuga del núcleo que fácilmente se juzga mal en el sitio.
Características típicas de fuga : La tasa de fuga cambia con la fluctuación de la velocidad del equipo y la presión del sistema. El fenómeno de fuga es más evidente durante la fase de arranque del equipo y puede disminuir ligeramente después de funcionar durante un período de tiempo en algunas condiciones de trabajo, o pueden producirse goteos continuos y fugas de chorro. El medio fluye hacia afuera a lo largo del manguito del eje y el rastro de fuga del medio en la superficie de ajuste de los anillos giratorios y estacionarios se puede observar intuitivamente.
|
Resumen de la causa principal
|
Explicación detallada
|
|
Desgaste y rayones en la cara del sello
|
Las partículas sólidas en el funcionamiento continuo a mediano o largo plazo causan desgaste, rayones y espacios en la cara del sello, lo que lleva a una falla total en la estanqueidad del ajuste de la cara del extremo y la incapacidad de formar un par de sello cerrado.
|
|
Ablación por fricción seca de la cara final
|
La operación en seco del equipo o la falta de uso normal del sistema de lavado y enfriamiento resulta en la incapacidad de formar una película lubricante estable en la cara del sello. La fricción seca continua provoca deformación térmica y ablación por carbonización de la cara del extremo, dañando la planitud de la cara del sello.
|
|
Desequilibrio de presión específico de la cara final
|
La compresión excesiva o insuficiente de los elementos elásticos, o la falla por atasco de los resortes/fuelles, provoca una presión de ajuste anormal de las caras extremas de los anillos giratorios y estacionarios, no se alcanza la presión específica del sello estándar y pérdida de la capacidad de sellado efectiva.
|
|
Cristalización y adhesión de la cara del sello
|
Cristalización y adhesión de medios fácilmente cristalizables y altamente viscosos en la cara del sello después de que se apaga el equipo. La fuerza externa rasga con fuerza la cara del sello cuando se reinicia el equipo, dañando directamente la integridad de la cara del sello y provocando fugas.
|
|
Paso de inspección central
|
Especificaciones de operación detalladas
|
|
Ubicación y seguimiento de la fuente de fuga
|
Después de apagar y despresurizar el equipo y limpiar el sitio, elimine las manchas del medio fuera del sello, rastree el rastro de fuga uno por uno y confirme claramente que la fuente de fuga es la superficie de contacto adecuada de los anillos giratorios y estacionarios.
|
|
Verificación de condiciones de trabajo anormales
|
Recupere y verifique el registro de operación del equipo y los registros de condiciones de trabajo en el sitio, y verifique varias condiciones de operación anormales, como operación en seco, apagado del sistema de lavado y partículas sólidas en el medio.
|
|
Inspección visual de la cara del sello
|
De manera estándar, desmonte el casquillo del sello, prohíba estrictamente hacer palanca con fuerza en los componentes del anillo giratorio y estacionario e inspeccione visualmente la cara del sello en busca de rayones, ennegrecimiento debido a la ablación, espacios y otros defectos orgánicos.
|
|
Detección de elementos elásticos y compresión
|
Pruebe manualmente el rendimiento de reinicio de elementos elásticos como resortes y fuelles, verifique los parámetros de compresión del sello uno por uno y confirme si cumplen con el rango estándar de diseño.
|
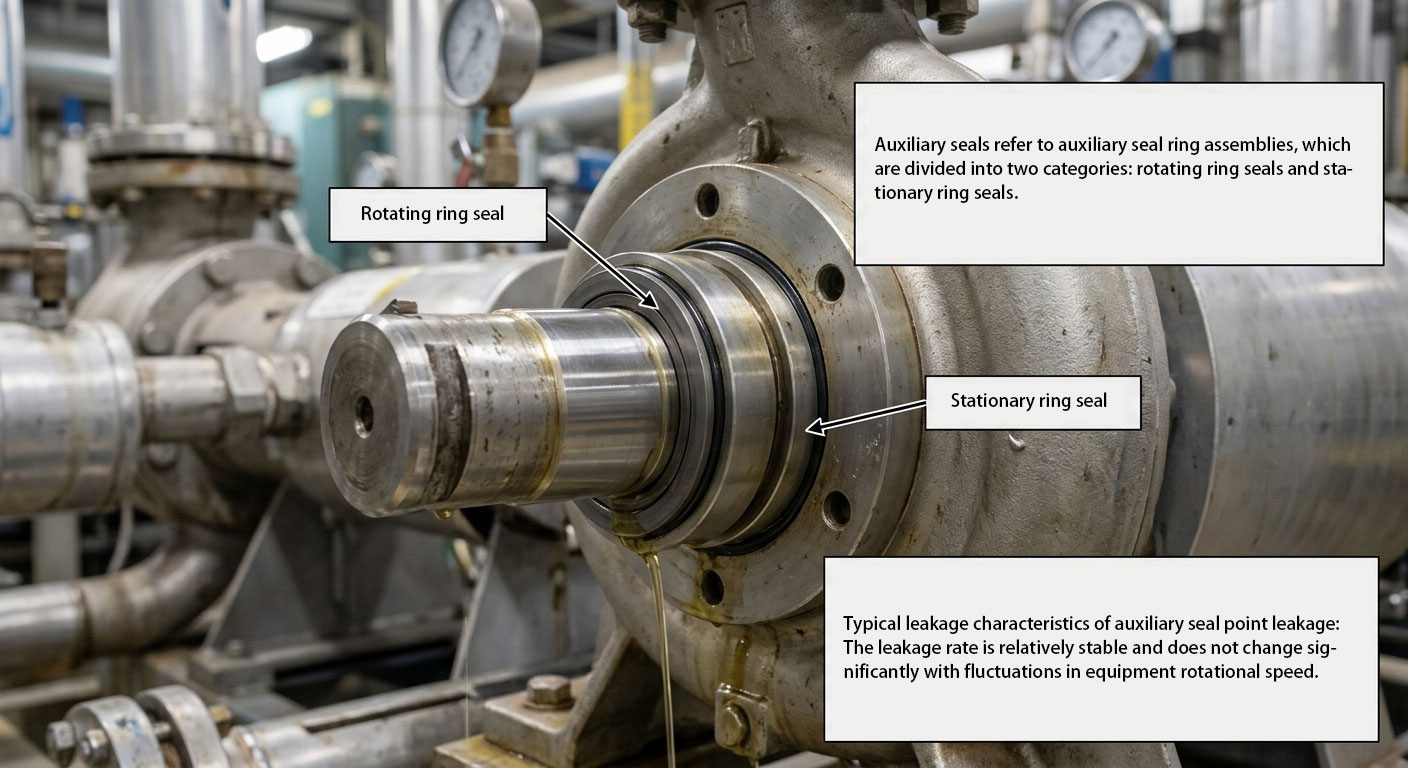
Características típicas de fuga : La tasa de fuga es relativamente estable y no cambia significativamente con la fluctuación de la velocidad del equipo. El medio sale por el lado interior del casquillo y por la raíz del casquillo del eje, no por la superficie de ajuste de los anillos giratorios y estacionarios. Se trata principalmente de una filtración lenta sin fugas de chorro. Después de un funcionamiento prolongado, quedarán rastros de corrosión y secado medio en el anillo de sellado.
|
Resumen de la causa principal
|
Explicación detallada
|
|
Compatibilidad de materiales insuficiente
|
El material del anillo de sellado es incompatible con el medio transportado y la temperatura de trabajo. Después de un funcionamiento prolongado, se producen problemas como hinchazón, endurecimiento, fragilidad y envejecimiento por corrosión, perdiendo directamente el rendimiento del sellado.
|
|
Daños en la operación de instalación
|
Extrusión forzada y rayado del cuerpo del anillo de sello durante la instalación, o distorsión y desalineación del anillo de sello, que no está completamente incrustado en la ranura del sello correspondiente, formando un espacio de fuga.
|
|
Fallo de envejecimiento retrasado
|
El anillo de sellado funciona más allá de su vida útil. Las altas temperaturas y las condiciones de trabajo corrosivas aceleran la atenuación del rendimiento del material, perdiendo la elasticidad y estanqueidad necesarias para el sellado.
|
|
Limpieza insuficiente de la ranura del sello
|
La cristalización media, el óxido y las impurezas sólidas permanecen en la ranura del sello, lo que resulta en la incapacidad del anillo de sello para encajar estrechamente con la superficie de la ranura y los espacios locales causan una filtración lenta.
|
|
Paso de inspección central
|
Especificaciones de operación detalladas
|
|
Distinción y juicio de puntos de fuga
|
Localice la posición de fuga específica, distinga las características de fuga del lado interno del casquillo y la raíz del manguito del eje y descarte por completo la posibilidad de fugas en la cara del sello primario.
|
|
Inspección visual del anillo de sellado
|
Inspeccione visualmente la apariencia general del anillo de sello expuesto y verifique si hay signos obvios de falla, como grietas, deformación, hinchazón, fragilidad y corrosión.
|
|
Limpieza y verificación de ranuras de sellado
|
Limpie a fondo las impurezas residuales en la ranura del sello, verifique la planitud y limpieza de la superficie de la ranura y confirme que el anillo de sello esté instalado plano sin distorsiones ni desalineaciones.
|
|
Verificación de compatibilidad de materiales y modelos
|
Verifique los parámetros de material y modelo del anillo de sello, confirme que sea compatible con las características actuales del medio y la temperatura de trabajo, y descarte el problema de una selección inadecuada de material.
|
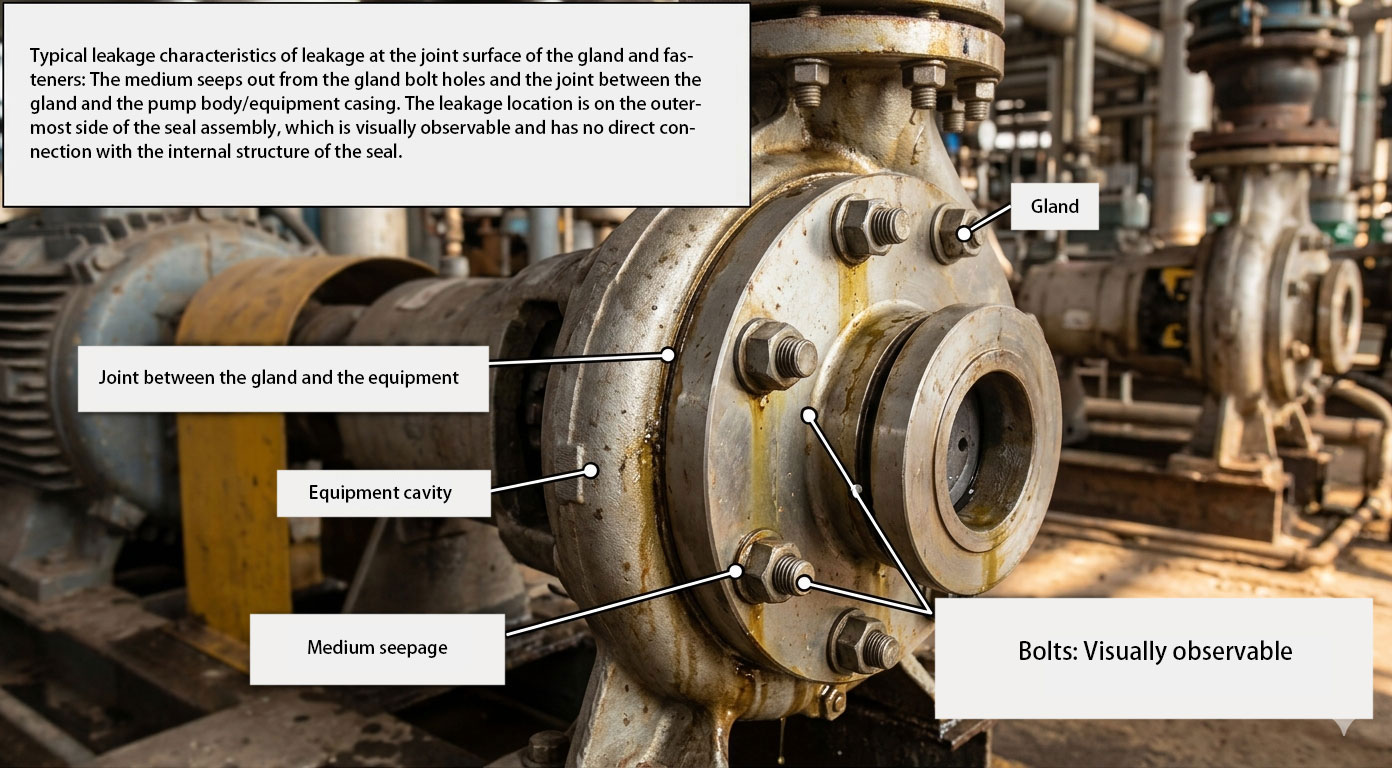
Características típicas de fuga : El medio se filtra por los orificios de los pernos del casquillo y por la unión entre el casquillo y el cuerpo de la bomba/carcasa del equipo. La posición de fuga está ubicada en el lado más externo del conjunto del sello, que es intuitivamente visible y no tiene conexión directa con la estructura interna del sello.
|
Resumen de la causa principal
|
Explicación detallada
|
|
Fallo de fijación del perno
|
Los pernos del prensaestopas no están apretados uniformemente en diagonal o se aflojan debido a la vibración prolongada del equipo, lo que genera un espacio excesivo en la junta del prensaestopas y provoca fugas de medio.
|
|
Defectos de la junta de sellado
|
La junta del sello del casquillo está envejecida, dañada, desalineada o la selección del material de la junta no cumple con las condiciones de trabajo en el sitio, por lo que no cumple la función de sellado de la junta.
|
|
Deformación del cuerpo de la glándula
|
La instalación forzada en violación de las regulaciones o impacto externo causa la deformación del cuerpo del casquillo, lo que resulta en un ajuste insuficiente entre el casquillo y la superficie de la junta del equipo y se forma una brecha de fuga permanente.
|
|
Paso de inspección central
|
Especificaciones de operación detalladas
|
|
Observación del punto de fuga externo
|
Observe visualmente el punto de fuga a través de la apariencia y confirme que la posición de la fuga esté en el lado exterior del casquillo, en la posición del perno o en la unión entre el casquillo y la carcasa del equipo.
|
|
Inspección de fijación de pernos de prensaestopas
|
Verifique el estado de sujeción de los pernos del casquillo uno por uno, apriételos uniformemente mediante el proceso de sujeción diagonal y prohíba estrictamente el apriete forzado de un solo perno para evitar que el casquillo se deforme por la fuerza.
|
|
Verificación de la integridad de la junta de sellado
|
Verifique exhaustivamente la integridad de la junta del sello del prensaestopas, confirme que la junta no esté dañada o expuesta y que el material y el modelo sean compatibles con las condiciones de trabajo actuales.
|
Apagado seguro: cortar el suministro de energía del equipo, completar la despresurización del sistema y el vaciado del medio, y realizar un buen trabajo en protección personal y control de seguridad en el sitio;
Rastreo de rastros: limpie las manchas en el sitio, ubique la fuente de fuga a lo largo del rastro de fuga del medio y divida las partes de fuga correspondientes;
Inspección jerárquica: en el orden de afuera hacia adentro, primero verifique la superficie de unión del prensaestopas y del sujetador, luego verifique los puntos de sellado secundarios y luego detecte la cara del sello primario;
Eliminación estandarizada: Realizar una eliminación de reemplazo especial para fallas menores (aflojamiento de pernos, envejecimiento de la junta, falla del anillo de sello); Si el par de sellos primarios está gravemente dañado, comuníquese con personal técnico y profesional para reemplazar el conjunto de sellos correspondiente.